MINISTERIO
DE INDUSTRIA
SECRETARÍA DE INDUSTRIA
Resolución 707/2015
Bs. As., 24/06/2015
VISTO el Expediente N° S01:0041855/2014 del Registro del MINISTERIO DE
INDUSTRIA, y
CONSIDERANDO:
Que la Ley N° 19.640 estableció un régimen especial fiscal y aduanero
para el ex TERRITORIO NACIONAL DE LA TIERRA DEL FUEGO, ANTÁRTIDA E
ISLAS DEL ATLÁNTICO SUD, creando un Área Aduanera Especial.
Que de acuerdo al Artículo 21, inciso b) de la mencionada ley, se
tendrán por originarias del Área Aduanera Especial a las mercaderías
que hubieran sido objeto de un proceso final, al tiempo de exportación,
que implicare una transformación o trabajo sustancial.
Que el Artículo 15 del Decreto N° 1.139 de fecha 1 de septiembre de
1988, sustituido por el Artículo 1° del Decreto N° 1.345 de fecha 29 de
septiembre de 1988, facultó a la ex SECRETARÍA DE INDUSTRIA Y COMERCIO
EXTERIOR, actual SECRETARÍA DE INDUSTRIA, mediante la necesaria
participación de la Gobernación del ex Territorio con el asesoramiento
de la Comisión para el Área Aduanera Especial (C.A.A.E.) creada por el
Decreto N° 9.208 de fecha 28 de diciembre de 1972, para que a
instancias de parte interesada o de oficio, determine cuándo un proceso
revestirá el carácter de trabajo o transformación sustancial, mediante
la explicitación de procesos, y cuándo a su criterio correspondieren,
materiales y normas de seguridad y ajuste. En los casos en que se hayan
definido los referidos procesos, los mismos podrán ser revisados en un
plazo no inferior a CINCO (5) años. A los efectos expuestos para la
determinación del carácter de transformación o trabajo sustancial, como
así también para su revisión, la ex SECRETARÍA DE INDUSTRIA Y COMERCIO
EXTERIOR y la Gobernación del ex Territorio deberán ajustarse
expresamente a los siguientes criterios: a) establecer para cada
producto un proceso de fabricación tipo que tendrá que ser equivalente
con el proceso industrial máximo alcanzado en el Área Aduanera Especial
por cualquier otra empresa para ese mismo producto y para el mismo tipo
de tecnología; b) deberá otorgarse un plazo de adecuación mínimo de
SEIS (6) meses a las industrias instaladas para cumplir con los
requisitos que se establezcan por producto, de conformidad con el
inciso a); c) en los casos en que se explicite la utilización de
materiales, partes y/o piezas, constatarán que exista una oferta no
monopólica y en condiciones competitivas de calidad, abastecimiento,
precio e intercambiabilidad; y d) para la evaluación de las nuevas
radicaciones que se presentaren, deberá establecerse como condición
imprescindible, el compromiso de cumplimiento desde la puesta en
marcha, de los requisitos que rijan para el producto de que se trate,
en materia de transformación sustancial.
Que el Artículo 1° del Decreto N° 1.737 de fecha 18 de agosto de 1993,
sustituido por el Artículo 2° del Decreto N° 522 de fecha 22 de
septiembre de 1995, dispuso a los fines de acreditar origen bajo el
régimen de la Ley N° 19.640 que un producto será originario del Área
Aduanera Especial cuando: a) el valor CIF de los materiales originarios
de terceros países, empleados en su elaboración, no excedan el
CINCUENTA POR CIENTO (50%) del valor FOB de exportación, o b) se adecue
a los procesos productivos ya aprobados por los Decretos Nros.
1.009/89, 1.755/89, 2.810 del 7 de julio de 1989 y 816 del 11 de mayo
de 1992 de la Gobernación del ex Territorio Nacional de la Tierra del
Fuego, Antártida e Islas del Atlántico Sur, o a los nuevos procesos
productivos que apruebe la SECRETARÍA DE INDUSTRIA del ex MINISTERIO DE
ECONOMÍA Y OBRAS Y SERVICIOS PÚBLICOS.
Que mediante la Resolución N° 437 de fecha 14 de noviembre de 2006 de
la ex SECRETARÍA DE INDUSTRIA, COMERCIO Y DE LA PEQUEÑA Y MEDIANA
EMPRESA del ex MINISTERIO DE ECONOMÍA Y PRODUCCIÓN se aprobaron las
secuencias de los procesos productivos para la fabricación de telas con
cobertura de plástico y el listado de insumos mínimos, los cuales
revestirán carácter de transformación sustancial en orden a lo
establecido en el Artículo 21, incisos b) y c) y el Artículo 24, inciso
a) de la Ley N° 19.640.
Que los miembros en conjunto de la Comisión para el Área Aduanera
Especial (C.A.A.E.), a través del Acta N° 551 de fecha 27 de febrero de
2014 cuya copia autenticada luce a fojas 267/274 del expediente citado
en el Visto, se manifestaron a favor de la necesidad de revisar el
proceso productivo vigente para la fabricación de telas con cobertura
de plástico, conforme el punto 17.A de dicha Acta.
Que la Dirección de la Pequeña y Mediana Empresa, Evaluación y
Promoción Industrial dependiente de la Dirección Nacional de Industria
de la SUBSECRETARÍA DE INDUSTRIA de la SECRETARÍA DE INDUSTRIA del
MINISTERIO DE INDUSTRIA, y el INSTITUTO NACIONAL DE TECNOLOGÍA
INDUSTRIAL (INTI), organismo descentralizado actuante en el ámbito del
MINISTERIO DE INDUSTRIA, establecieron los lineamientos principales
para el estudio de los procesos productivos vigentes aplicables a la
cadena textil-confeccionista amparada en el régimen especial fiscal y
aduanero de la Ley N° 19.640.
Que entre el 10 y el 14 de marzo de 2014, personal de la Dirección de
la Pequeña y Mediana Empresa, Evaluación y Promoción Industrial, del
INSTITUTO NACIONAL DE TECNOLOGÍA INDUSTRIAL (INTI) y de la Provincia de
TIERRA DEL FUEGO, ANTÁRTIDA E ISLAS DEL ATLÁNTICO SUR, visitaron las
plantas industriales textiles y confeccionistas radicadas en la Ciudad
de Río Grande, como así también los talleres textiles que trabajan a
“façon” para las empresas confeccionistas, retirando muestras de los
productos fabricados y de las materias primas utilizadas para poder
estudiar la posibilidad de sustituir aquellos insumos importados por
nacionales.
Que con fecha 25 de abril de 2014 comenzó el proceso participativo
liderado por la SECRETARÍA DE INDUSTRIA que a lo largo del año 2014
evaluó la necesidad de modificar los procesos productivos textiles y
confeccionistas, para lo cual se mantuvieron reuniones en las que
participaron representantes de las empresas fueguinas y de las cámaras
que las agrupan, de las empresas radicadas en el territorio nacional
continental y de las cámaras que las nuclean, de los gremios con
representación en la Provincia de TIERRA DEL FUEGO, ANTÁRTIDA E ISLAS
DEL ATLÁNTICO SUR y el territorio nacional continental, del MINISTERIO
DE INDUSTRIA E INNOVACIÓN PRODUCTIVA de dicha Provincia y del INSTITUTO
NACIONAL DE TECNOLOGÍA INDUSTRIAL (INTI).
Que habiendo identificado aquellos procesos productivos que a criterio
de la Autoridad de Aplicación necesitaban ser modificados en primer
lugar, la SUBSECRETARÍA DE INDUSTRIA solicitó formalmente al INSTITUTO
NACIONAL DE TECNOLOGÍA INDUSTRIAL (INTI) que elaborara un proyecto de
modificación de los procesos productivos para la fabricación de telas
con cobertura de plástico y tintorería para telas, teniendo en
consideración la sustitución de insumos importados, la trazabilidad, la
protección del medio ambiente y los ensayos y testeos necesarios para
poder certificar las operaciones realizadas, según surge de la nota
remitida con fecha 23 de octubre de 2014 obrante a foja 151 del
expediente citado en el Visto.
Que en base a los informes del INSTITUTO NACIONAL DE TECNOLOGÍA
INDUSTRIAL (INTI), la Dirección de la Pequeña y Mediana Empresa,
Evaluación y Promoción Industrial elaboró los proyectos de resolución
secretarial de actualización de los procesos productivos para la
fabricación de telas con cobertura de plástico y tintorería para telas,
sobre los cuales la Comisión para el Área Aduanera Especial (C.A.A.E.)
emitió opinión, conforme el Acta N° 564 (Extraordinaria) de fecha 28 de
abril de 2015 cuya copia autenticada luce a fojas 254/258 del
expediente mencionado en el Visto.
Que con fecha 27 de mayo de 2015, el MINISTERIO DE INDUSTRIA E
INNOVACIÓN PRODUCTIVA de la Provincia de TIERRA DEL FUEGO, ANTÁRTIDA E
ISLAS DEL ATLÁNTICO SUR y el INSTITUTO NACIONAL DE TECNOLOGÍA
INDUSTRIAL (INTI) suscribieron un Convenio de Capacitación y Asistencia
Técnica en lo que se refiere a la toma y evaluación de muestras
textiles.
Que con fecha 11 de junio de 2015, la Provincia de TIERRA DEL FUEGO,
ANTÁRTIDA E ISLAS DEL ATLÁNTICO SUR realizó una presentación, mediante
el Expediente N° S01:0128304/2015 del Registro del MINISTERIO DE
INDUSTRIA y agregada a foja 298 del expediente citado en el Visto, a
efectos de remitir opinión en relación con los proyectos de
actualización de los procesos productivos para la fabricación de telas
con cobertura de plástico y tintorería para telas, habiendo considerado
las distintas opiniones vertidas en el Acta N° 564 (Extraordinaria) de
fecha 28 de abril de 2015 de la Comisión para el Área Aduanera Especial
(C.A.A.E.).
Que la Dirección de la Pequeña y Mediana Empresa, Evaluación y
Promoción Industrial, a través del Informe Técnico obrante a fojas
299/311 del citado expediente, analizó las motivaciones tanto jurídicas
como técnicas, concluyendo que se han cumplido todas las premisas para
la definición de los nuevos procesos productivos.
Que dadas las modificaciones realizadas con posterioridad en el
organigrama de aplicación de la Administración Nacional centralizada,
resulta ser hoy la SECRETARÍA DE INDUSTRIA del MINISTERIO DE INDUSTRIA,
la autorizada por el Artículo 15 del Decreto N° 1.139/88, sustituido
por el Artículo 1° del Decreto N° 1.345/88, para definir un proceso
productivo tal que revista el carácter de transformación sustancial.
Que pasados más de OCHO (8) años desde el dictado de los procesos
productivos actualmente vigentes, la SECRETARÍA DE INDUSTRIA se
encuentra habilitada a su revisión.
Que las tecnologías involucradas en los procesos productivos propuestos
son acordes con las actualmente utilizadas por las empresas que
fabrican estos productos y se respetó el plazo mínimo de SEIS (6) meses
de adecuación, así como también los informes del INSTITUTO NACIONAL DE
TECNOLOGÍA INDUSTRIAL (INTI) incluyeron un relevamiento de la oferta
nacional disponible de insumos por lo que los requisitos establecidos
por el Artículo 15 del Decreto N° 1.139/88, sustituido por el Artículo
1° del Decreto N° 1.345/88, incisos a), b) y c) han sido respetados, en
tanto que los requisitos dispuestos por el inciso d) no resultan
procedentes en esta instancia.
Que en lo referente al proceso productivo para la fabricación de telas
con cobertura de plástico, se considera pertinente establecer las
especificaciones técnicas de las materias primas utilizadas y de los
productos obtenidos tales que permitan la realización de pruebas de
laboratorio cuyos resultados establezcan inequívocamente la existencia
de transformación sustancial.
Que la Dirección General de Asuntos Jurídicos, dependiente de la
SUBSECRETARÍA DE COORDINACIÓN del MINISTERIO DE INDUSTRIA, ha tomado la
intervención que le compete.
Que la presente resolución se dicta en virtud de lo establecido por el
Artículo 15 del Decreto N° 1.139/88, sustituido por el Artículo 1° del
Decreto N° 1.345/88.
Por ello,
EL SECRETARIO DE INDUSTRIA
RESUELVE:
ARTÍCULO 1° — Apruébase el “Proceso Productivo para la Fabricación de
Telas con Cobertura de Plástico” que, como Anexo I, forma parte
integrante de la presente medida. El mencionado proceso revestirá
carácter de transformación sustancial en orden a lo establecido en el
Artículo 21, inciso b) y el Artículo 24, inciso a) de la Ley N° 19.640.
ARTÍCULO 2° — Créase, en el ámbito de la Dirección de la Pequeña y
Mediana Empresa, Evaluación y Promoción Industrial dependiente de la
Dirección Nacional de Industria de la SUBSECRETARÍA DE INDUSTRIA de la
SECRETARÍA DE INDUSTRIA del MINISTERIO DE INDUSTRIA, el “Registro
Nacional de Fabricantes de Insumos de Origen Nacional para la Industria
Textil” amparado en el Régimen de Promoción de la Ley N° 19.640.
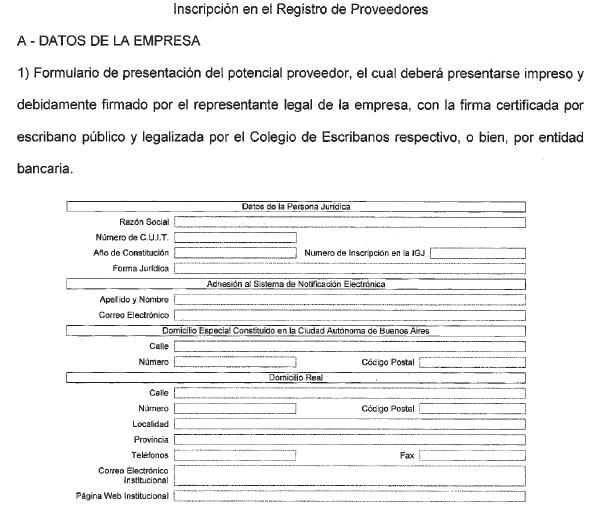
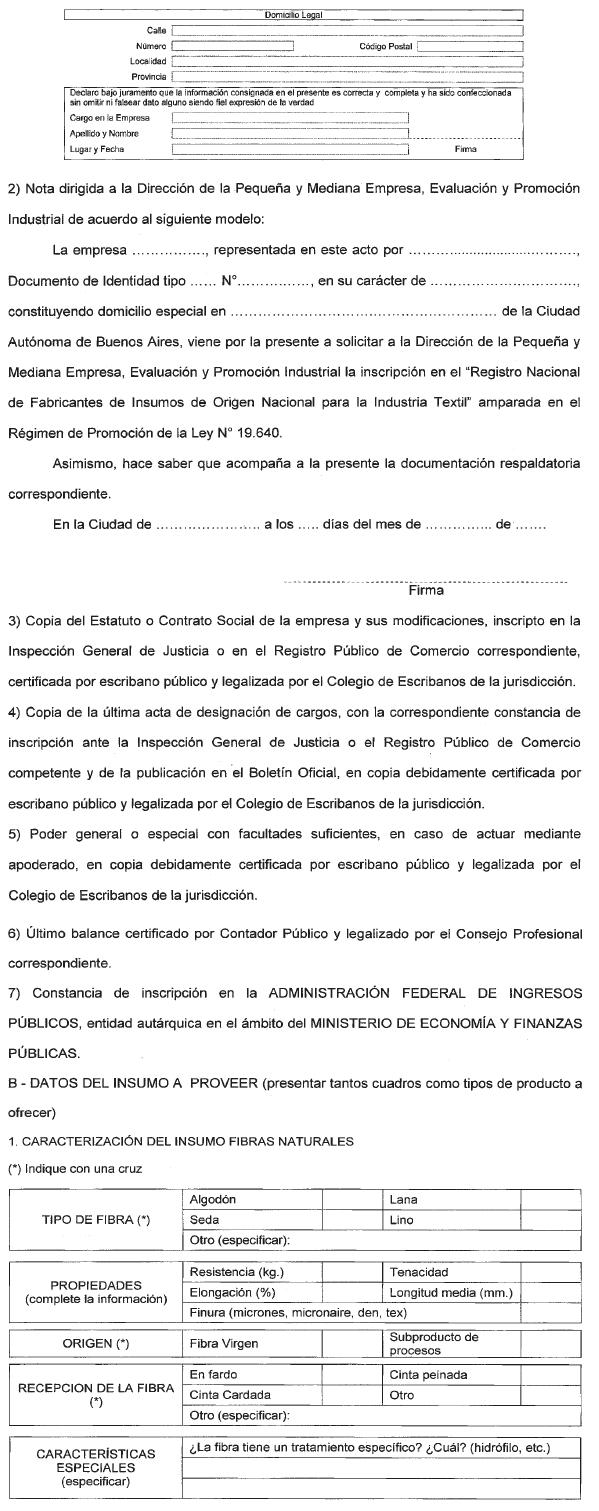
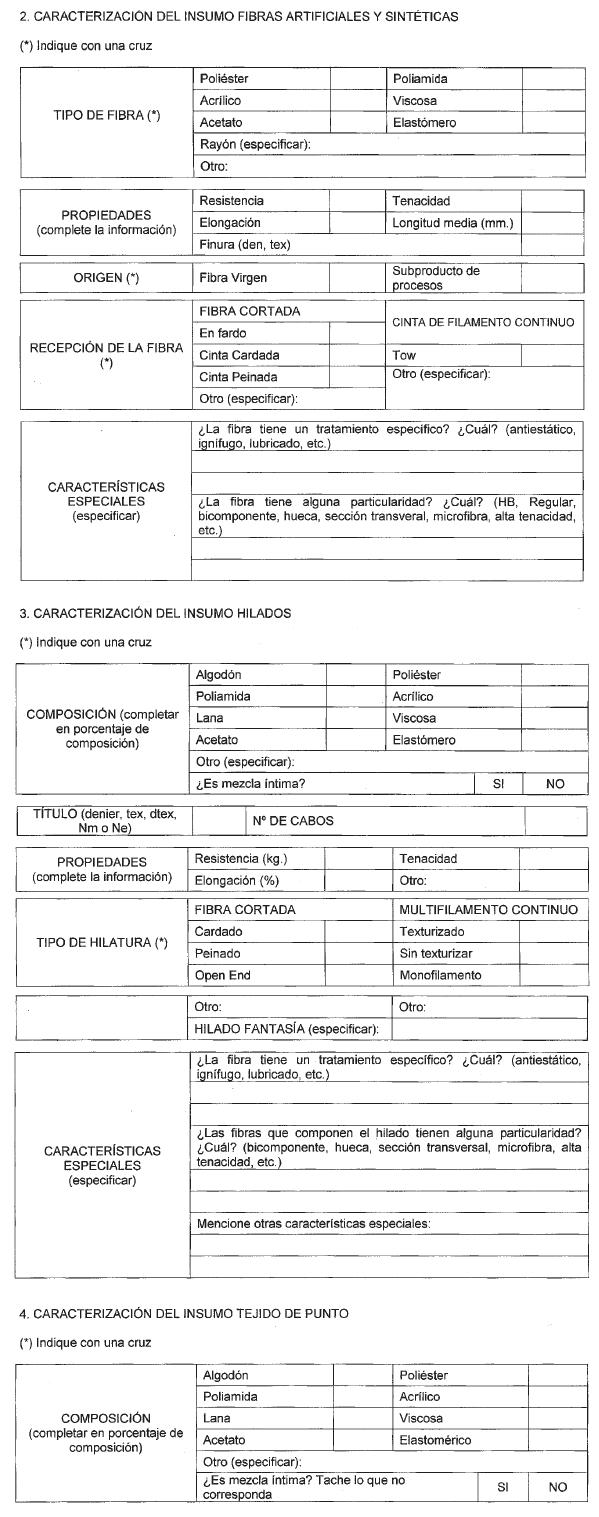
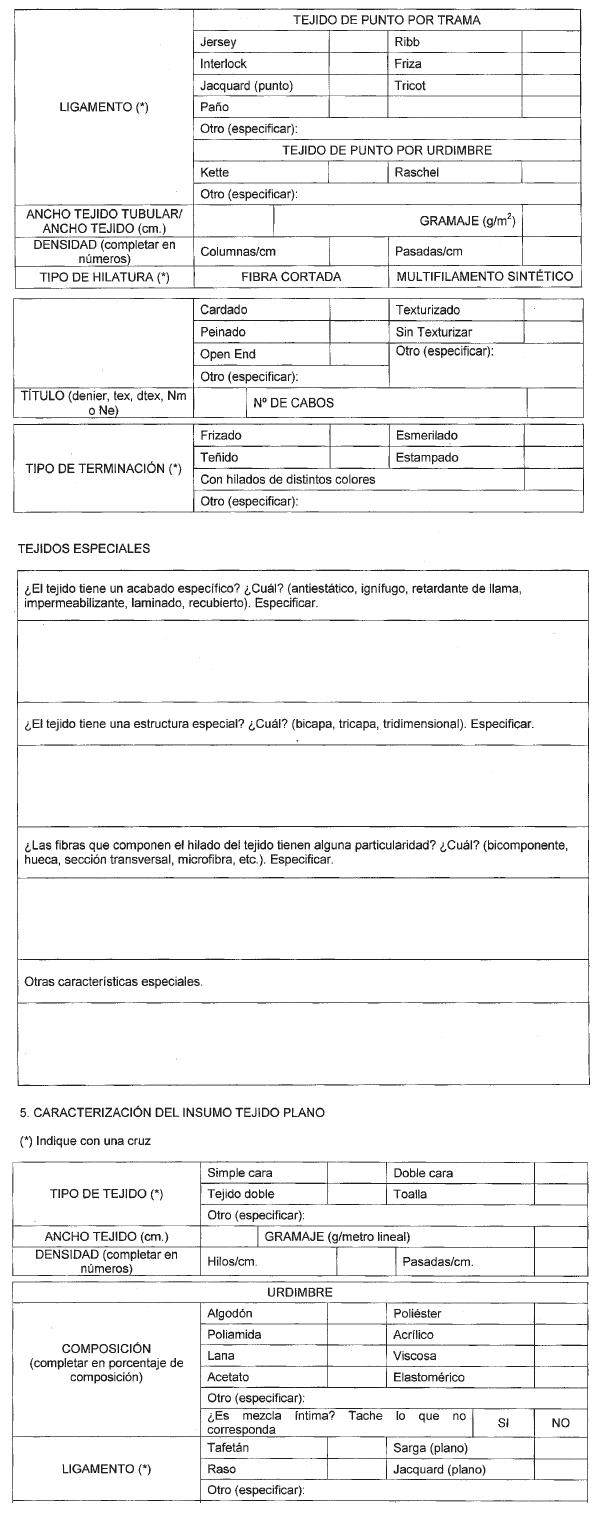
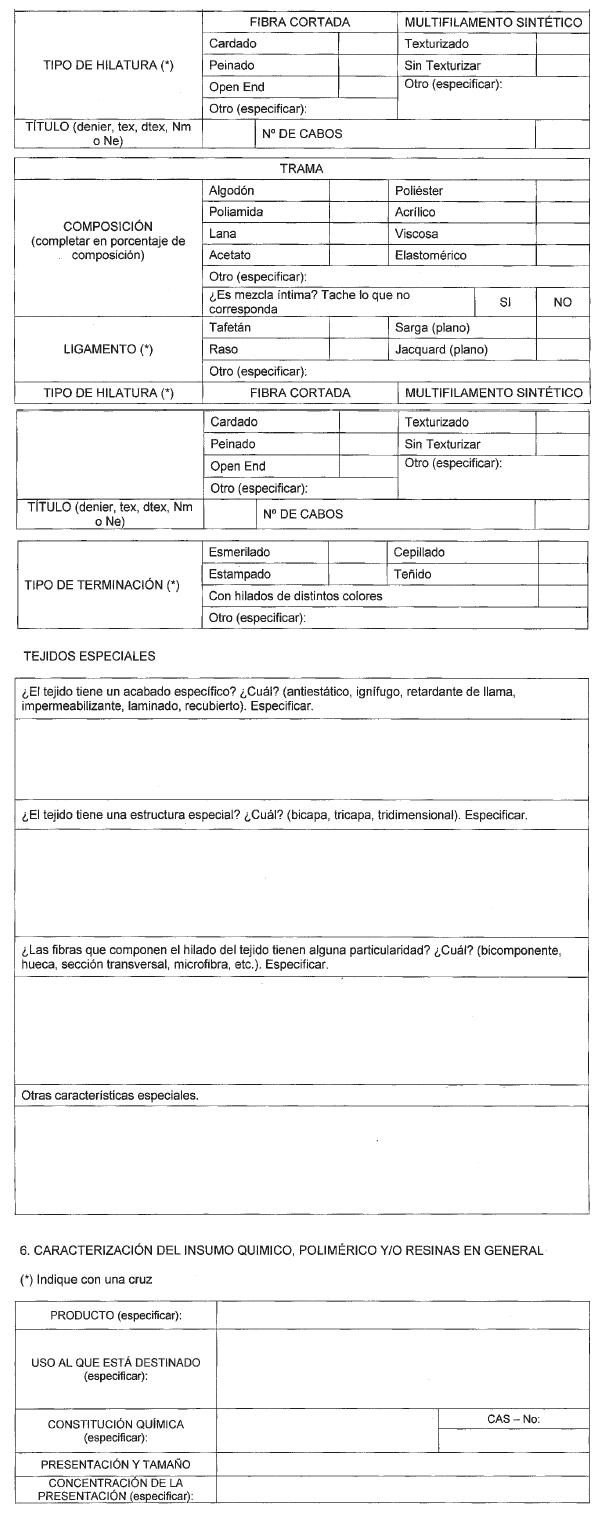
ARTÍCULO 3° — Apruébanse los requisitos para la inscripción en el
Registro creado por el Artículo 2° de la presente resolución,
establecidos en el Anexo II que forma parte integrante de la presente
medida.
ARTÍCULO 4° — Las empresas beneficiarias del Régimen de Promoción de la
Ley N° 19.640 con proyecto aprobado para la fabricación de telas con
cobertura de plástico y con cobertura de policloruro de vinilo (PVC)
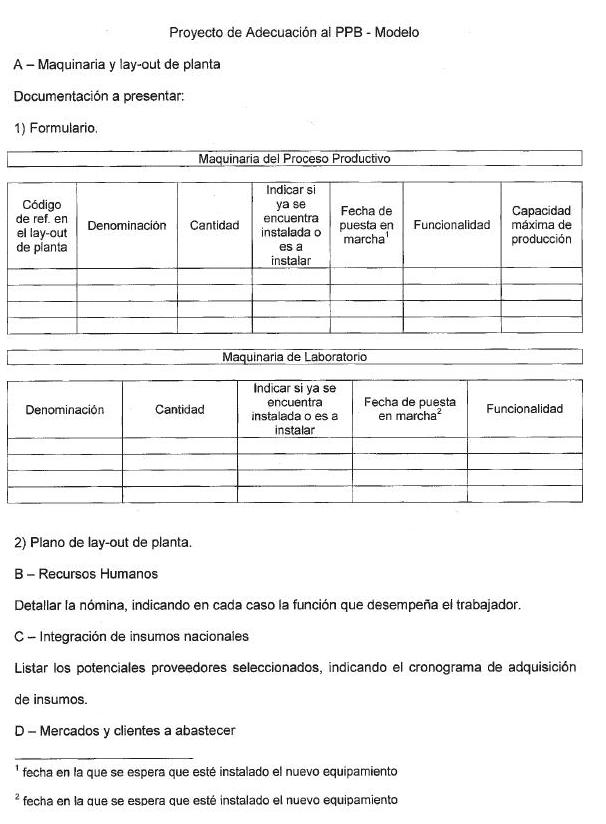
deberán presentar, antes del 31 de agosto de 2015, el Proyecto de
Adecuación al proceso productivo básico, de acuerdo al modelo que como
Anexo III forma parte de la presente resolución.
ARTÍCULO 5° — La presente resolución entrará en vigencia el día de su
publicación en el Boletín Oficial.
ARTÍCULO 6° — Comuníquese, publíquese, dése a la Dirección Nacional del
Registro Oficial y archívese. — Lic. JAVIER RANDO, Secretario de
Industria, Ministerio de Industria.
ANEXO I
Proceso Productivo para la Fabricación de Telas con Cobertura de
Plástico
Título I: Adecuación al Proceso Productivo Básico (PPB) y Seguimiento
ARTÍCULO 1°.- El Proyecto de Adecuación al Proceso Productivo Básico
(PPB) se presentará ante la Dirección de Despacho y Mesa de Entradas
del MINISTERIO DE INDUSTRIA, sita en la Avenida Paseo Colón N° 189,
Planta Baja, de la Ciudad Autónoma de Buenos Aires, dirigido a la
Dirección de la Pequeña y Mediana Empresa, Evaluación y Promoción
Industrial (DIPRO) dependiente de la Dirección Nacional de Industria de
la SUBSECRETARÍA DE INDUSTRIA de la SECRETARÍA DE INDUSTRIA del
MINISTERIO DE INDUSTRIA.
ARTÍCULO 2°.- El Proyecto de Adecuación al PPB deberá contener la
información necesaria para que la SECRETARÍA DE INDUSTRIA, con la
necesaria participación del INSTITUTO NACIONAL DE TECNOLOGÍA INDUSTRIAL
(INTI), verifique la capacidad instalada actual de la planta.
ARTÍCULO 3°.- El plazo de adecuación para que las industrias instaladas
cumplan con los requisitos que se establecen en la presente resolución
será de SEIS (6) meses contados a partir de su entrada en vigencia, de
conformidad con el Artículo 15, inciso b) del Decreto N° 1.139 de fecha
1 de septiembre de 1988, sustituido por el Artículo 1° del Decreto N°
1.345 de fecha 29 de septiembre de 1988.
ARTÍCULO 4°.- Una vez vencido el plazo de adecuación al que hace
referencia el artículo precedente, las industrias instaladas deberán
tramitar, tanto para los productos nuevos como para aquellos con
acreditación de origen vigente, un nuevo inicio de producción en los
términos del Punto 2.1 del Anexo XIV a la Resolución N° 4.712 de fecha
10 de noviembre de 1980, modificada por la Resolución N° 3.274 de fecha
20 de septiembre de 1996, ambas de la ex Administración Nacional de
Aduanas.
ARTÍCULO 5°.- Las industrias instaladas deberán presentar ante la
SECRETARÍA DE INDUSTRIA del MINISTERIO DE INDUSTRIA y ante el
MINISTERIO DE INDUSTRIA E INNOVACIÓN PRODUCTIVA de la Provincia de
TIERRA DEL FUEGO, ANTÁRTIDA E ISLAS DEL ATLÁNTICO SUR el stock de
producto terminado a la fecha de vencimiento del plazo de adecuación al
que hace referencia el Artículo 3° del presente anexo, a efectos de que
la autoridad de contralor pueda verificarlo. Dicha presentación deberá
realizarse ante la Dirección de Despacho y Mesa de Entradas del
MINISTERIO DE INDUSTRIA dentro de los QUINCE (15) días hábiles
administrativos contados desde el vencimiento del plazo de adecuación
antes citado.
Título II: Definiciones y Parámetros
de Control
ARTÍCULO 6°.- Para el presente proceso productivo se consideran los
siguientes insumos mínimos obligatorios:
1.- Tela plana y/o tejidos de punto abierto (soporte) sin tratamientos
previos (impermeabilizantes al agua u oleosos). Esta materia prima a
tratar debe presentar una evaluación de CERO (0) para las
características técnicas y de funcionalidad establecidos en el Artículo
8° del presente anexo.
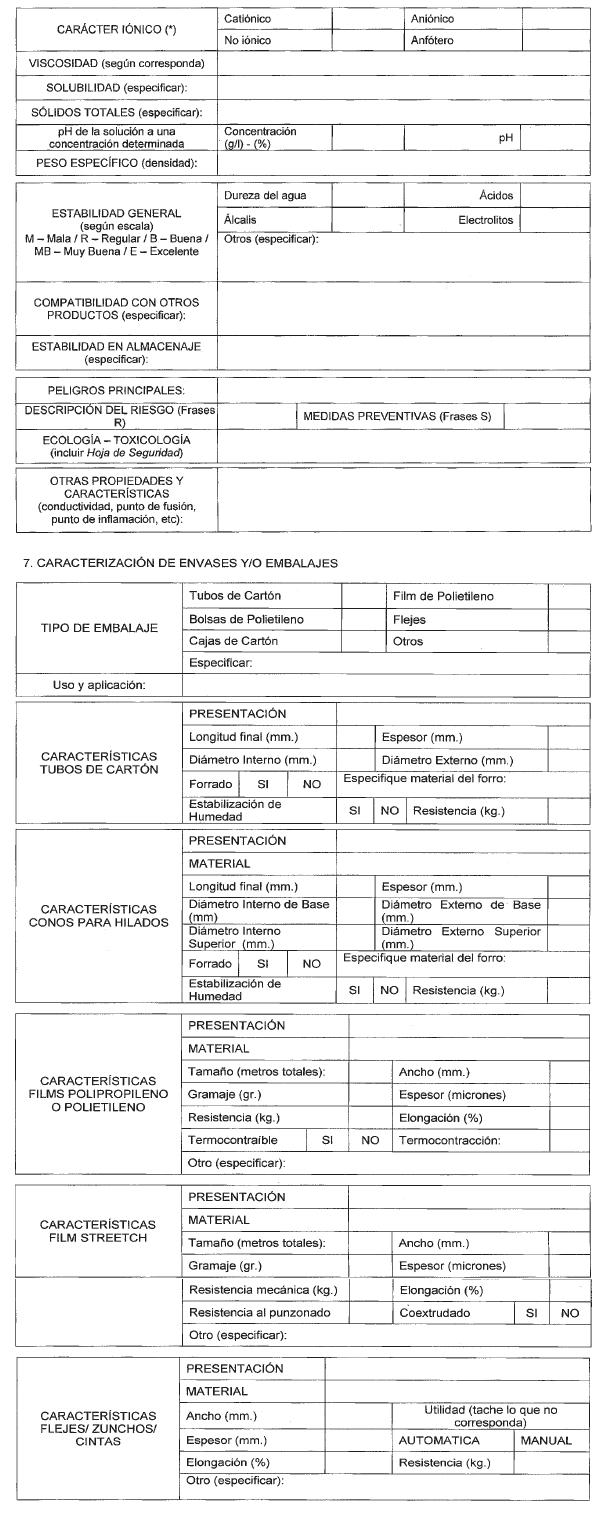
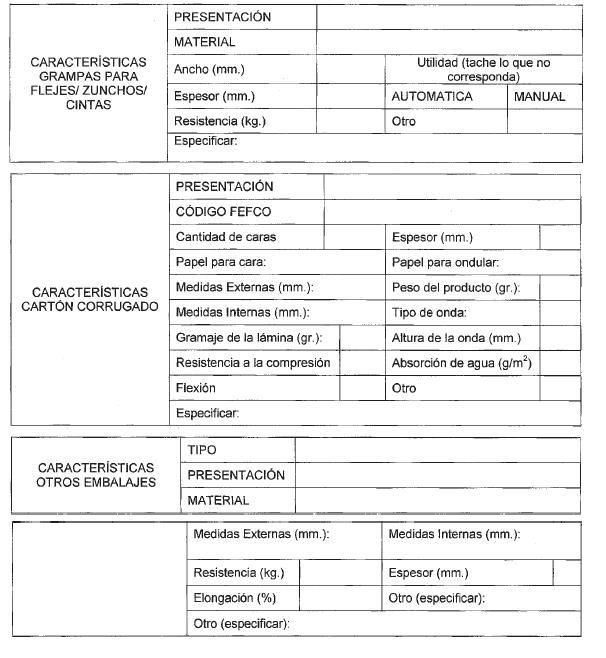
2.- Etiquetas, tubos de cartón, bolsas plásticas para embalaje.
3.- Disolventes orgánicos.
4.- Polímeros en general y/o resinas en general.
ARTÍCULO 7°.- Ante la dificultad o imposibilidad de utilización de
alguno de los insumos mínimos obligatorios, la empresa deberá presentar
ante la SECRETARÍA DE INDUSTRIA el caso debidamente justificado con su
respectiva documentación respaldatoria. Ésta analizará la situación y
elaborará un informe técnico, el cual será remitido al MINISTERIO DE
INDUSTRIA E INNOVACIÓN PRODUCTIVA de la Provincia de TIERRA DEL FUEGO,
ANTÁRTIDA E ISLAS DEL ATLÁNTICO SUR para que formule las observaciones
que considere pertinentes. Posteriormente se dará traslado de dicho
informe a la Comisión para el Área Aduanera Especial (C.A.A.E.) para su
evaluación al momento de la acreditación de origen. En caso que el
planteo todavía no haya sido resuelto al momento de haber finalizado el
período con acreditación de origen vigente, la empresa deberá
garantizar las exportaciones del producto en cuestión hasta ser
aprobada su acreditación de origen.
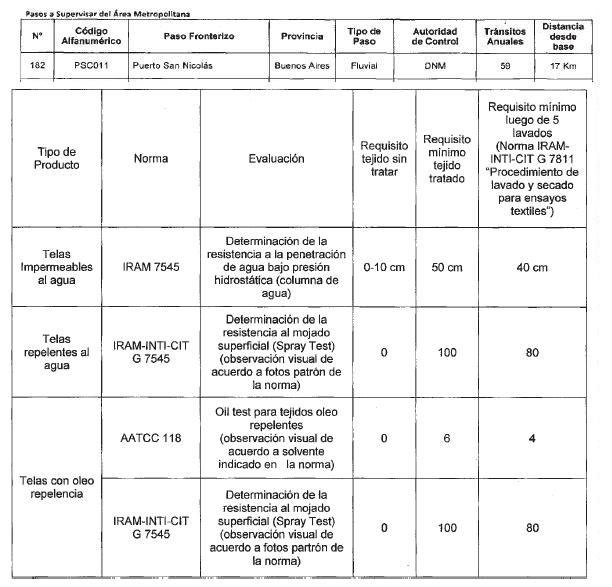
ARTÍCULO 8°.- Para que acrediten origen por el presente PPB, las
características técnicas y de funcionalidad de los tejidos con
propiedades impermeables al agua y/o productos oleosos, incluidos los
denominados antimanchas, son las siguientes:
ARTÍCULO 9°.- La SECRETARÍA DE INDUSTRIA requerirá al INTI los
resultados de todo aquel ensayo realizado sobre las muestras obtenidas
de toda aquella empresa beneficiaria del Régimen de Promoción de la Ley
N° 19.640 que acredite origen mediante el cumplimiento del presente PPB.
ARTÍCULO 10.- El proceso productivo para la fabricación de telas con
cobertura de Policloruro de vinilo (PVC) corresponde al Capítulo I:
Proceso Mínimo de Producción de Telas con Cobertura de Plástico por
Racle del Título III del presente anexo.
Título III: Secuencia de operaciones
ARTÍCULO 11.- Se consideran como procesos mínimos alternativos que
permiten alcanzar los parámetros establecidos en el Artículo 8° del
presente anexo a las operaciones descriptas a continuación, que
responden a los diagramas de flujo de los Capítulos I, II y III.
ARTÍCULO 12.- De darse la situación en la cual por motivos técnicos una
empresa no cumpla una de las operaciones enunciadas, la misma deberá
presentar la información pertinente ante la SECRETARÍA DE INDUSTRIA
para que, con asesoramiento del INTI, emita un informe en virtud de la
documentación aportada, el cual será remitido al MINISTERIO DE
INDUSTRIA E INNOVACIÓN PRODUCTIVA de la Provincia de TIERRA DEL FUEGO,
ANTÁRTIDA E ISLAS DEL ATLÁNTICO SUR para que formule las observaciones
que considere pertinentes. Posteriormente, se dará traslado de dicho
informe a la Comisión para el Área Aduanera Especial (C.A.A.E.) para su
evaluación al momento del inicio de producción.
Capítulo I: Proceso Mínimo de Producción de Telas con Cobertura de
Plástico por Racle
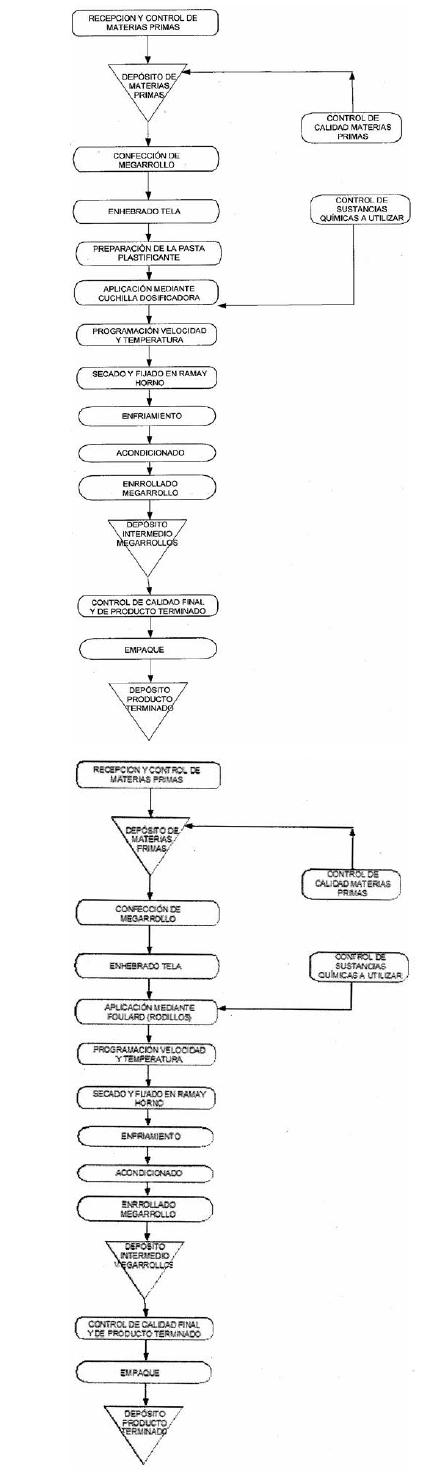
ARTÍCULO 13.- Diagrama de flujo de proceso mínimo de producción de
telas con cobertura de plástico por racle.
ARTÍCULO 14.- Recepción de materias primas: Se recepcionan las materias
primas textiles, plásticas y químicas, que deberán ser verificadas
visualmente en cuanto a su descripción, cantidad, procedencia y
composición, en relación con la documentación correspondiente. Todo el
material ingresado deberá ser cargado en una base de datos.
ARTÍCULO 15.- Depósito de materias primas: Se almacenan las materias
primas.
ARTÍCULO 16.- Control de calidad: Se realizan controles de calidad de
las materias primas e insumos en el laboratorio. Para el caso del
soporte textil, el control se realiza en UNA (1) máquina que posee UN
(1) desenrrollador y UN (1) enrrollador en los extremos y UN (1)
tablero iluminado en su parte media a fin de que se pueda traslucir las
imperfecciones que puedan existir.
ARTÍCULO 17.- Confección del megarrollo: Se toma un rollo de
aproximadamente CIEN METROS (100 m.) de tela, se enhebra en el cono con
UNA (1) barra y se posiciona sobre el desenrollador. Se pone en
funcionamiento el motor y comienza a enrollarse la tela en el palo
contenedor del megarrollo. Al terminar de pasar el rollo, con UNA (1)
máquina overlock se cose el final con el principio del rollo siguiente.
Se reitera la operación hasta obtener un megarrollo cuyo contenido en
metros varía de acuerdo al tipo de tela a procesar.
ARTÍCULO 18.- Enhebrado de la tela: Se recepciona el megarrollo y
mediante un aparejo se lo posiciona en el cabezal del horno. Luego se
enhebra en el comienzo del tren continuo plastificador, en los rodillos
que dan la tensión necesaria para el proceso. También se engancha la
tela en los pinches de la rama que se encuentra en forma previa al
ingreso al horno.
ARTÍCULO 19.- Control, preparación y carga de pasta plastificante: Se
solicita la resina y los aditivos necesarios para preparar la pasta
plastificante al depósito, se controla y se los combina generando UN
(1) compuesto adecuado a la naturaleza de la lámina polimérica a
obtener. Se carga el compuesto polimérico en la máquina de
recubrimiento.
ARTÍCULO 20.- Aplicación mediante cuchillas dosificadoras (Racle): Se
pasa el tejido base a través de los rodillos que le otorgan tensión.
Luego pasa por debajo de la cuchilla, cuya separación de la tela es
predeterminada para que la dosificación de la pasta genere UNA (1) capa
polimérica homogénea sin exceso ni falta de pasta plastificante. Se
genera UNA (1) capa sobre UNA (1) sola de las caras de la base textil,
con el barrido que realiza la cuchilla. La alimentación de la pasta
plastificante debe realizarse mediante un dispositivo que asegure UNA
(1) provisión permanente y regular del mismo por delante de la
cuchilla. No se deberá realizar alimentación manual de la pasta
plastificante.
ARTÍCULO 21.- Secado y fijado (polimerizado) en rama y horno: El
proceso de secado y fijado (polimerizado) se logra cuando la tela con
la sustancia plastificante aplicada recorre el horno en toda su
longitud recibiendo el soplado de aire caliente, a temperatura
apropiada, forzado por motores externos.
ARTÍCULO 22.- Enfriamiento: Cuando la tela recubierta sale del horno
luego de cumplida la operación de secado y fijado (polimerizado)
habiéndose originado la lámina plástica polimérica continua, lo hace a
temperatura elevada, la cual se reduce haciéndola pasar sobre UN (1)
rodillo enfriador mediante recirculación de agua fría.
ARTÍCULO 23.- Acondicionamiento: Al salir del enfriador, la tela
recubierta con lámina plástica pasa por otro rodillo que la airea, la
alinea y cuenta los metros procesados.
ARTÍCULO 24.- Enrollado del megarrollo: Se conforma UN (1) megarrollo
enhebrando en el palo contenedor de tela procesada que se va cargando a
medida que la tela sale del horno, se enfría y se seca, finalizando el
proceso. En esta etapa se dispone de UN (1) embrague que regula la
tensión y la velocidad deseada del proceso.
ARTÍCULO 25.- Depósito intermedio del megarrollo: El megarrollo con
tela procesada es estibado en el área de producción a fin de efectuar
el control de calidad.
ARTÍCULO 26.- Control de calidad de producto terminado: Para efectuar
el control de calidad se utiliza UNA (1) máquina específica que posee
UN (1) enrollador en su parte delantera en donde se enhebra el tubo de
cartón contenedor. Se hace correr la tela procesada por encima de UN
(1) visor iluminado a efectos de detectar posibles fallas. Deberá
controlarse también el peso sobre metro cuadrado, la resistencia y la
adherencia entre el plastificante y el tejido, como así también la
respuesta a la funcionalidad de acuerdo a las normas y valores mínimos
de los ensayos consignados en el Artículo 8° del presente anexo.
ARTÍCULO 27.- Fraccionamiento y empaque: De acuerdo a la solicitud del
cliente se podrá fraccionar la tela conservando el paralelismo y la
tensión de la misma. Se le colocará el rótulo correspondiente indicando
la marca, el número de artículo, la fecha de fabricación, el peso y la
cantidad de metros que presenta el rollo. Se embolsa.
ARTÍCULO 28.- Depósito: Los productos terminados ingresarán al depósito
a la espera de su expedición, clasificados por artículo y fecha de
fabricación, debiendo incorporarse en una base de datos a efectos de
permitir su trazabilidad en relación con la materia prima utilizada.
Capítulo II - Proceso Mínimo de Producción de Telas con Cobertura de
Plástico por Foulard
ARTÍCULO 29.- Diagrama de flujo de proceso mínimo de producción de
telas con cobertura de plástico por foulard.
ANEXO I
ARTÍCULO 30.- Recepción de materias primas: Se recepcionan las materias
primas textiles y químicas, que deberán ser verificadas visualmente en
cuanto a su descripción, cantidad, procedencia y composición, en
relación con la documentación correspondiente. Todo el material
ingresado deberá ser cargado en una base de datos.
ARTÍCULO 31.- Depósito de materias primas: Se almacenan las materias
primas e insumos.
ARTÍCULO 32.- Control de calidad: Se realizan controles de calidad de
las materias primas e insumos en el laboratorio. Para el caso del
soporte textil, el control se realiza en UNA (1) máquina que posee UN
(1) desenrollador, UN (1) enrollador en los extremos y UN (1) tablero
iluminado en su parte media a fin de que pueda detectar imperfecciones
en el material textil.
ARTÍCULO 33.- Confección del megarrollo: Se toma un rollo de
aproximadamente CIEN METROS (100 m.) de tela, se enhebra en el cono con
UNA (1) barra y se posiciona sobre el desenrollador. Se pone en
funcionamiento el motor y comienza a enrollarse la tela en el palo
contenedor del megarrollo. Al terminar de pasar el rollo, con UNA (1)
máquina overlock se cose el final con el principio del rollo siguiente.
Se reitera la operación hasta obtener UN (1) megarrollo cuyo contenido
en metros varía de acuerdo al tipo de tela a procesar.
ARTÍCULO 34.- Enhebrado de la tela: Se enhebra la cabeza del megarollo
a la maquinaria siendo guiado e introducido por la acción de rodillos
el material textil a través de un acumulador, continuado por un foulard
y siguiendo hasta las púas de sostén en los laterales del ingreso a la
rama. Esta operación le brinda una tensión adecuada al tejido para que
las siguientes actividades puedan realizarse de manera apropiada.
ARTÍCULO 35.- Control, preparación y carga de químicos preformulados:
Se utilizan compuestos químicos previamente definidos para aplicar
sobre el material textil. Previo a la preparación de éstos, se verifica
su calidad de acuerdo a las características técnicas y de funcionalidad
establecidos en el Artículo 8° del presente anexo y se los combina en
un medio acuoso de acuerdo a formulaciones preestablecidas para el
artículo específico que se procesa.
ARTÍCULO 36.- Aplicación mediante rodillos (foulard): Con el tejido
previamente enhebrado y la batea del foulard cargada con el compuesto
químico correspondiente, se procede a ingresar el material textil por
medio de rodillos. El avance del género por el foulard debe ser sin
vibraciones, por lo que para esta etapa es fundamental haber verificado
las tensiones durante el momento del enhebrado. De esta manera, todo el
tejido queda sumergido completamente dentro de la batea impregnándolo
por ambas caras. Luego, el tejido es dirigido entre DOS (2) rodillos
exprimidores que eliminan el exceso de solución absorbida por el
sustrato. En esta etapa debe lograrse un exprimido uniforme del tejido.
ARTÍCULO 37.- Secado y fijado (polimerizado) en rama y horno: El
proceso de secado y fijado (polimerizado) se logra cuando la tela con
la sustancia química aplicada recorre el horno en toda su longitud a
una temperatura acorde a la necesidad de la tela ya impregnada,
recibiendo el soplado de aire caliente forzado por motores externos
produciendo un fijado y secado uniforme.
ARTÍCULO 38.- Enfriamiento: Cuando la tela recubierta sale del horno
luego de cumplida la operación de secado y fijado (polimerizado),
habiéndose originado una cobertura polimérica continua, lo hace a
temperatura elevada, la cual se reduce haciéndola pasar sobre UN (1)
rodillo enfriador mediante recirculación de agua fría.
ARTÍCULO 39.- Acondicionamiento: Al salir del enfriador, la tela
recubierta con cobertura reticular polimérica pasa por otro rodillo que
la airea, la alinea y cuenta los metros procesados.
ARTÍCULO 40.- Enrollado del megarrollo: Se conforma un megarrollo
enhebrando en el palo contenedor de tela procesada que se va cargando a
medida que la tela sale del horno, se enfría y se seca, finalizando el
proceso. En esta etapa se dispone de UN (1) embrague que regula la
tensión y la velocidad deseada del proceso.
ARTÍCULO 41.- Depósito intermedio del megarrollo: El megarrollo con
tela procesada es estibado en el área de producción a fin de efectuar
el control de calidad.
ARTÍCULO 42.- Control de calidad del producto terminado: Para efectuar
el control de calidad se utiliza UNA (1) máquina específica que posee
UN (1) enrollador en su parte delantera en donde se enhebra el tubo de
cartón contenedor. Se hace correr la tela procesada por encima de UN
(1) visor iluminado a efectos de detectar posibles fallas. Deberá
controlarse también el peso sobre metro cuadrado, la resistencia y el
comportamiento del recubrimiento a la funcionalidad requerida
(repelencia al agua o a productos oleosos) de acuerdo al Artículo 8°
del presente anexo.
ARTÍCULO 43.- Fraccionamiento y empaque: De acuerdo a la solicitud del
cliente se podrá fraccionar la tela conservando el paralelismo y la
tensión de la misma. Se le colocará el rótulo correspondiente indicando
la marca, el número de artículo, la fecha de fabricación, el peso y la
cantidad de metros que presenta el rollo. Se colocará UN (1) embolsado
final.
ARTÍCULO 44.- Depósito: Los productos terminados ingresarán al depósito
a la espera de su expedición, clasificados por artículo y la fecha de
fabricación, debiendo incorporarse en una base de datos a efectos de
permitir su trazabilidad en relación con la materia prima utilizada.
Capítulo III - Proceso Mínimo de Producción de Telas con Cobertura de
Plástico por Picos Rociadores
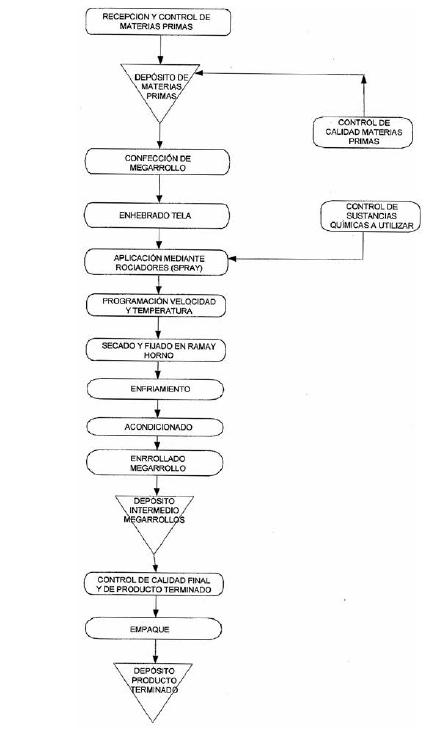
ARTÍCULO 45.- Diagrama de flujo de proceso mínimo de producción de
telas con cobertura plásticas por picos rociadores
ARTÍCULO 46.- Recepción de materias primas: Se recepcionan las materias
primas textiles y químicas, que deberán ser verificadas visualmente en
cuanto a su descripción, cantidad, procedencia y composición, en
relación con la documentación correspondiente. Todo el material
ingresado deberá ser cargado en una base de datos.
ARTÍCULO 47.- Depósito de materias primas: Se almacenan las materias
primas.
ARTÍCULO 48.- Control de calidad: Se realizan controles de calidad de
las materias primas e insumos en el laboratorio. Para el caso del
soporte textil, el control se realiza en UNA (1) máquina que posee UN
(1) desenrollador y UN (1) enrollador en los extremos y UN (1) tablero
iluminado en su parte media a fin de que se pueda traslucir las
imperfecciones que puedan existir.
ARTÍCULO 49.- Confección del megarrollo: Se toma UN (1) rollo de
aproximadamente CIEN METROS (100 m.) de tela, se enhebra en el cono con
UNA (1) barra y se posiciona sobre el desenrollador. Se pone en
funcionamiento el motor y comienza a enrollarse la tela en el palo
contenedor del megarrollo. Al terminar de pasar el rollo, con UNA (1)
máquina overlock se cose el final con el principio del rollo siguiente.
Se reitera la operación hasta obtener UN (1) megarrollo cuyo contenido
en metros varía de acuerdo al tipo de tela a procesar.
ARTÍCULO 50.- Enhebrado de la tela: Se recepciona el megarrollo y
mediante UN (1) aparejo se lo posiciona en el cabezal del horno. Luego
se enhebra la tela a través de rodillos que le dan la tensión necesaria
para luego pasar por debajo de los rociadores. Una vez realizada esta
tarea, se engancha la tela en los pinches de la rama.
ARTÍCULO 51.- Control, preparación y carga de químicos preformulados:
Se solicita al depósito los compuestos químicos a aplicar, se constata
la calidad de los mismos y se los combina en un medio acuoso de acuerdo
a formulaciones preestablecidas para el artículo específico que se
procesa.
ARTÍCULO 52.- Aplicación mediante picos rociadores (spray): Se
posiciona el megarollo frente al horno y se aplica los compuestos
químicos a la tela mediante picos rociadores alineados delante de la
rama del horno recibiendo la alimentación de productos mediante bombas
alimentadoras, produciendo una impregnación sobre todo el ancho de la
tela y en una de sus caras solamente.
ARTÍCULO 53.- Secado y fijado (polimerizado) en rama y horno: El
proceso de secado y fijado (polimerizado) se logra cuando la tela con
la sustancia química aplicada recorre el horno en toda su longitud, a
una temperatura acorde a la necesidad de la tela ya impregnada,
recibiendo el soplado de aire caliente forzado por motores externos
produciendo un secado y fijado uniforme.
ARTÍCULO 54.- Enfriamiento: Cuando la tela recubierta sale del horno
luego de cumplida la operación de secado y fijado (polimerizado),
habiéndose originado una cobertura polimérica continua, lo hace a
temperatura elevada, la cual se reduce haciéndola pasar sobre UN (1)
rodillo enfriador mediante recirculación de agua fría.
ARTÍCULO 55.- Acondicionamiento: Al salir del enfriador, la tela
recubierta con cobertura reticular polimérica pasa por otro rodillo que
la airea, la alinea y cuenta los metros procesados.
ARTÍCULO 56.- Enrollado del megarrollo: Se conforma un megarrollo
enhebrando en el palo contenedor de tela procesada, que se va cargando
a medida que la tela sale del horno, se enfría y se seca, finalizando
el proceso. En esta etapa se dispone de UN (1) embrague que regula la
tensión y la velocidad deseada del proceso.
ARTÍCULO 57.- Depósito intermedio del megarrollo: El megarrollo con
tela procesada es estibado en el área de producción a fin de efectuar
el control de calidad.
ARTÍCULO 58.- Control de calidad de producto terminado: Para efectuar
el control de calidad se utiliza UNA (1) máquina específica que posee
UN (1) enrollador en su parte delantera en donde se enhebra el tubo de
cartón contenedor. Se hace correr la tela procesada por encima de UN
(1) visor iluminado a efectos de detectar posibles fallas. Deberá
controlarse también el peso sobre metro cuadrado, la resistencia y el
comportamiento del recubrimiento a la funcionalidad requerida
(repelencia al agua o a productos oleosos) de acuerdo al Artículo 8°
del presente anexo.
ARTÍCULO 59.- Empaque: De acuerdo a la solicitud del cliente se podrá
fraccionar la tela conservando el paralelismo y la tensión de la misma.
Se le colocará el rótulo correspondiente indicando la marca, el número
de artículo, la fecha de fabricación, el peso y la cantidad de metros
que presenta el rollo. Se colocará UN (1) embolsado final.
ARTÍCULO 60.- Depósito: Los productos terminados ingresarán al depósito
a la espera de su expedición, clasificados por artículo y fecha de
fabricación, debiendo incorporarse en una base de datos a efectos de
permitir su trazabilidad en relación con la materia prima utilizada.
Capítulo IV - Proceso Mínimo de Producción de Telas con Otras Coberturas
ARTÍCULO 61.- En caso que durante la vigencia del presente proceso
productivo surgiera un polímero para ser aplicado como cobertura de
telas y que requiera la aplicación de nuevas tecnologías, la SECRETARÍA
DE INDUSTRIA del MINISTERIO DE INDUSTRIA solicitará al INSTITUTO
NACIONAL DE TECNOLOGÍA INDUSTRIAL (INTI) la definición de la secuencia
de operaciones correspondiente.
Título IV: Insumos nacionales
ARTÍCULO 62.- Todos los insumos utilizados para el embalaje, etiquetado
y demás, como así también las bolsas plásticas, deberán ser de origen
nacional. Se entenderá que un insumo utilizado para estos fines será de
origen nacional cuando haya sido producido en el territorio nacional.
ARTÍCULO 63.- Un TREINTA POR CIENTO (30%) de los insumos textiles
utilizados en el proceso (tejidos) deberán ser de origen nacional
(territorio nacional continental y/o Área Aduanera Especial). Se
entenderá que un tejido es de origen nacional cuando haya sido
producido en el territorio nacional partiendo de hilado.
ARTÍCULO 64.- Ante la dificultad o imposibilidad de aprovisionamiento
de insumos nacionales, la empresa deberá presentar ante la SECRETARÍA
DE INDUSTRIA del MINISTERIO DE INDUSTRIA el caso debidamente
justificado con su respectiva documentación respaldatoria. Ésta
analizará la situación y elaborará un informe técnico, el cual será
remitido al MINISTERIO DE INDUSTRIA E INNOVACIÓN PRODUCTIVA de la
Provincia de TIERRA DEL FUEGO, ANTÁRTIDA E ISLAS DEL ATLÁNTICO SUR para
que formule las observaciones que considere pertinentes.
Posteriormente, se dará traslado de dicho informe a la Comisión para el
Área Aduanera Especial (C.A.A.E.) para su evaluación al momento de la
acreditación de origen. En caso que el planteo todavía no haya sido
resuelto al momento de haber finalizado el período con acreditación de
origen vigente, la empresa deberá garantizar las exportaciones del
producto en cuestión hasta ser aprobada su acreditación de origen.
ARTÍCULO 65.- La empresa deberá mantener registros adecuados y
actualizados que permitan la trazabilidad de los procesos,
identificando el origen, las operaciones y los controles realizados a
cada partida de la materia prima adquirida hasta la obtención del
producto final.
Título V: Medio Ambiente
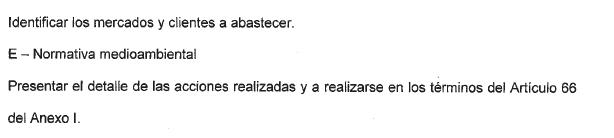
ARTÍCULO 66.- Se debe evidenciar el cumplimiento legal en materia de
medio ambiente, a través de la adopción de medidas de prevención de la
contaminación y el uso racional de los recursos naturales, incluyendo
la correcta gestión de los residuos industriales, efluentes líquidos y
emisiones gaseosas, y la implementación de los requerimientos
administrativos correspondientes. Para ello la empresa debe identificar
e implementar los requisitos de la actual normativa aplicable (Ley
Provincial N° 55 de Medio Ambiente, la Ley Provincial N° 105 de
Residuos Peligrosos, y sus respectivos decretos reglamentarios) y sus
futuras actualizaciones.
ANEXO III
e. 30/06/2015 N° 115323/15 v. 30/06/2015